


Sandblasting and the Importance of Surface Profiles
By on Jun 22nd 2017

Everything decays. Bananas, trees, and steel.
Decay is just a result of being. Not to take you back to high school science class, but it all comes down to atoms, positive, and negative ions.
When these charged atoms interact with environmental elements—such as oxygen, water, and pollutants—we see problematic decay and corrosion.
Corrosion occurs when the natural, electrochemical process produces rust. And rust is a big problem.
Corrosion costs a lot of money. Between restorative measures and replacement costs, bridge collapses, busted pipelines, buckling buildings, and more, it’s a hassle and just plain dangerous.
But there are steps that can be taken to prevent it from happening!
Coatings Can Help
Coatings help to prevent corrosion by eliminating interaction between steel and the environmental factors that cause rust (oxygen, water, etc.).
We love everything smooth and shiny, but to get that we need to create surface profiles. Without these, the coatings just won’t stick and all your hard work will be for nothing.
Just like when you refinish furniture or go to the salon to get your nails done, you have to create a rough surface for the protective coating to adhere properly. If you don’t, it won’t last as long and will end up peeling off.
Creating Surface Profiles
Abrasive blasting is the best way to create surface profiles. Not only does it remove mill scale, rust, and previous coatings, but it also is the best way to ensure a uniform roughness for maximum coating adhesion.
That roughness is key here, too. The type of media you use, pressure of the compressed air, distance to the surface, and the angle at which you are blasting all play roles in creating the surface depth.
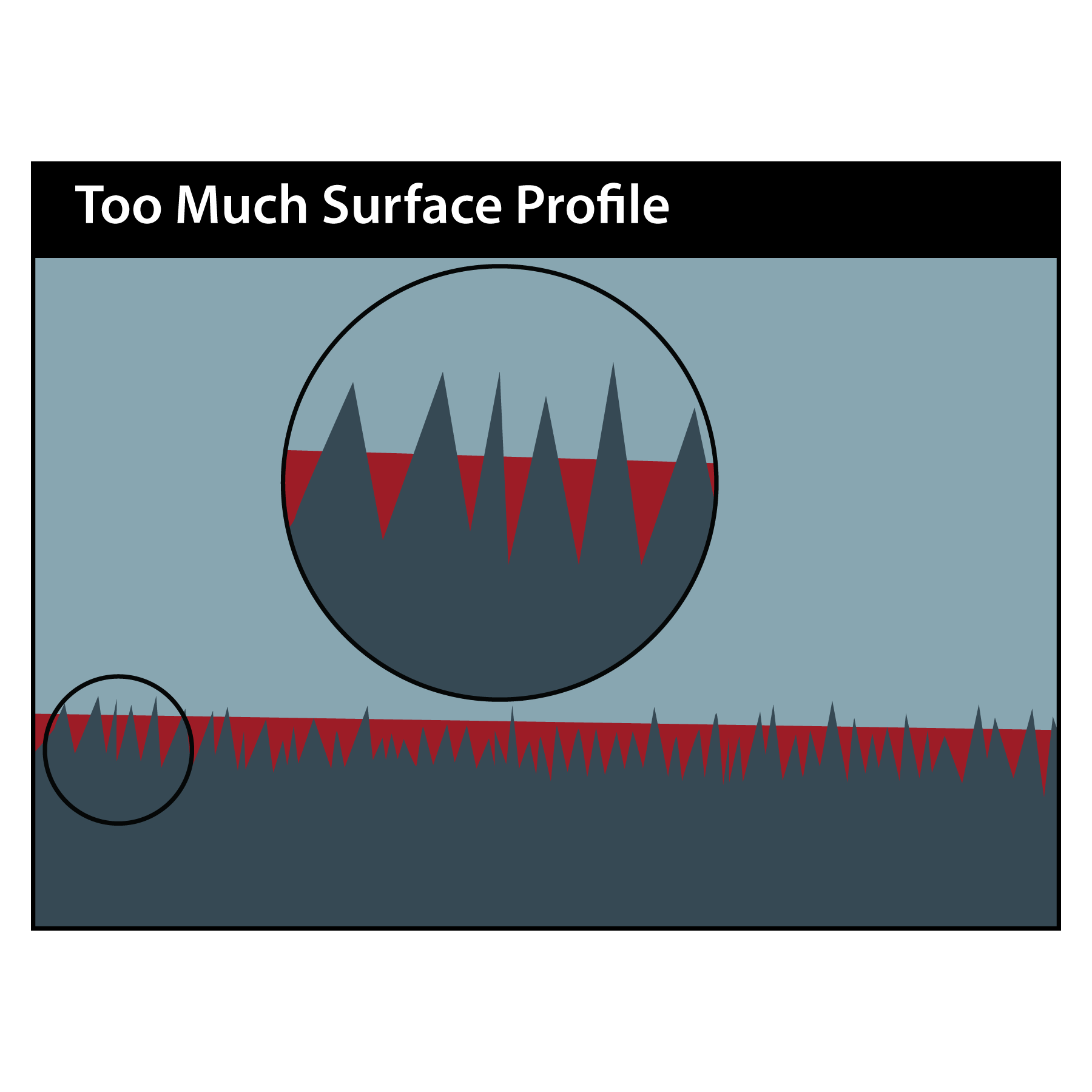
For example, crushed glass is a much more aggressive media that can be used to strip paint from a brick wall, but you would not want to use crushed glass to remove old stain from a log home. It would only damage the logs and create too excessive a surface profile.
For an application like stripping a log home, softer media such as walnut shells would be a better fit. Not only will it effectively remove the stain and create the correct profile, but they are also environmentally friendly.
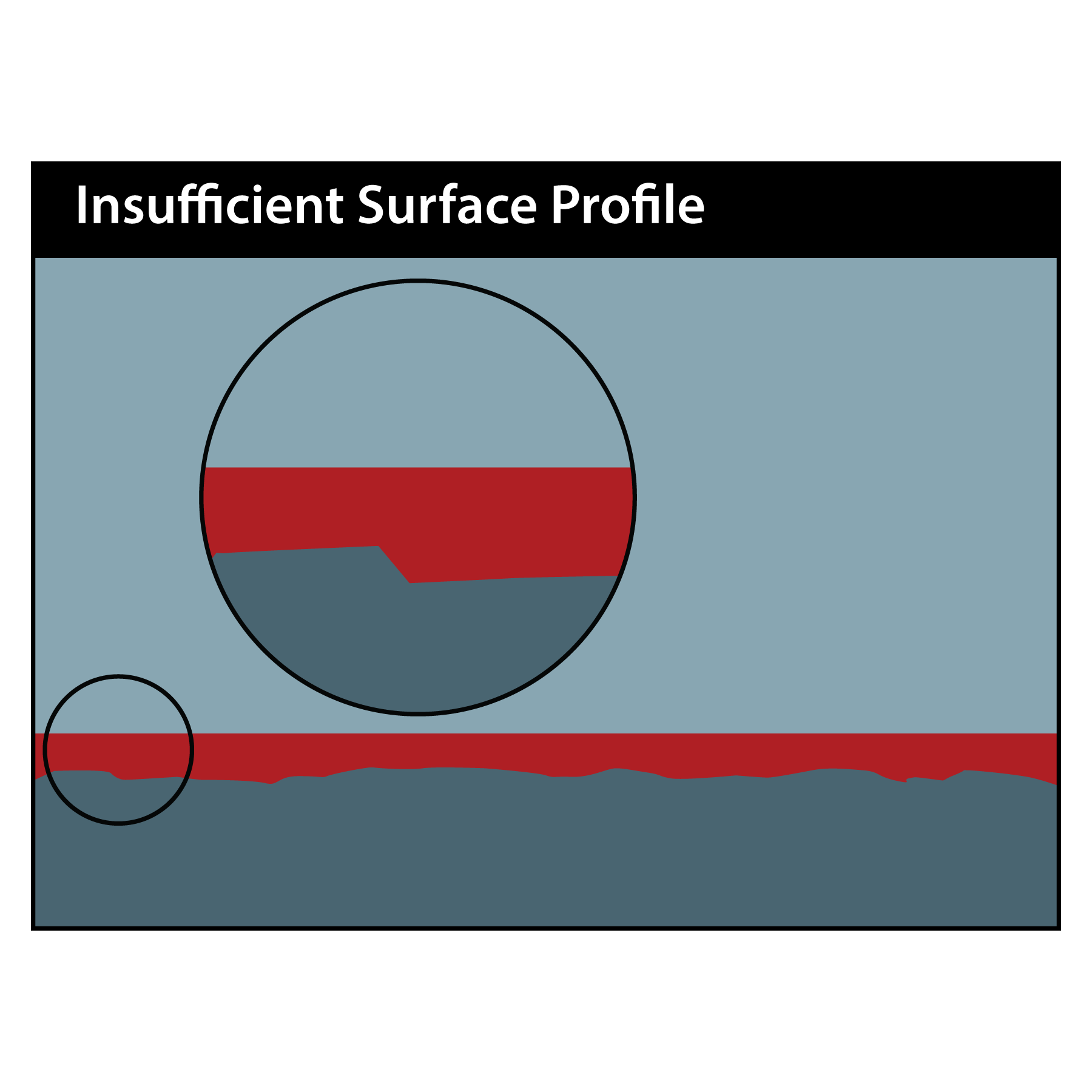
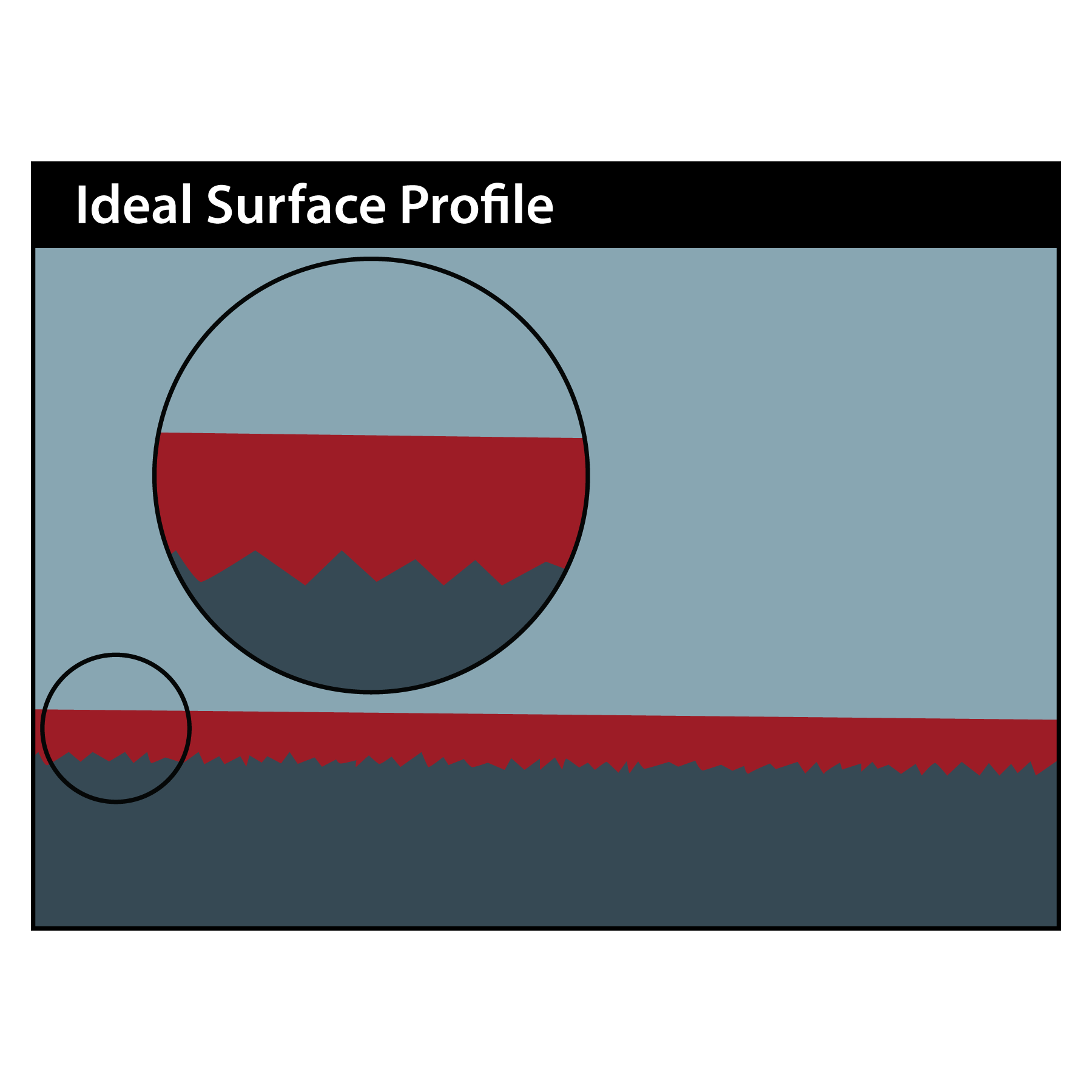
Always remember that you don’t want an insufficient or excessive surface profile. You want a uniform profile that has just enough peaks and valleys to help your coating adhere.
Dry abrasive blasting production rates vary based on the surfaces that are being blasted. Here are two tables that outline production rates at 100 psi. broken down for the different nozzle orifice sizes that you might use for the job:
|
Production rates for blasting on steel
surfaces with flaking paint, loose mill scale and/or light rust.
Rates given in sq. ft. per hour. |
||||
| Nozzle Orifice Size | (3)(4) NACE No. 1 White Metal | NACE No. 2 Near White | NACE No. 3 Commercial | NACE No 4. Brush-off |
| 1/4” | 100 | 110 | 220 | 450 |
| 5/16” | 150 | 170 | 330 | 700 |
| 3/8” | 220 | 240 | 500 | 1000 |
| 7/16” | 320 | 350 | 750 | 1500 |
| 1/2" | 440 | 480 | 1000 | 2000 |
|
Production rates for blasting on steel
surfaces with partially loose, thin film paint, tight mill scale and some
rusting.
Rates given in sq. ft. per hour. |
||||
| Nozzle Orifice Size | (3)(4) NACE No. 1 White Metal | NACE No. 2 Near White | NACE No. 3 Commercial | NACE No 4. Brush-off |
| 1/4” | 80 | 90 | 180 | 450 |
| 5/16” | 120 | 140 | 270 | 700 |
| 3/8” | 180 | 200 | 400 | 1000 |
| 7/16” | 260 | 280 | 600 | 1500 |
| 1/2" | 350 | 390 | 800 | 2000 |
After prepping the surface, you’re well on your way to preventing future damage to your building, bridge, lighthouse, ship, aircraft, or any other surface susceptible to rust and corrosion.


